一、原材料的检测控管:
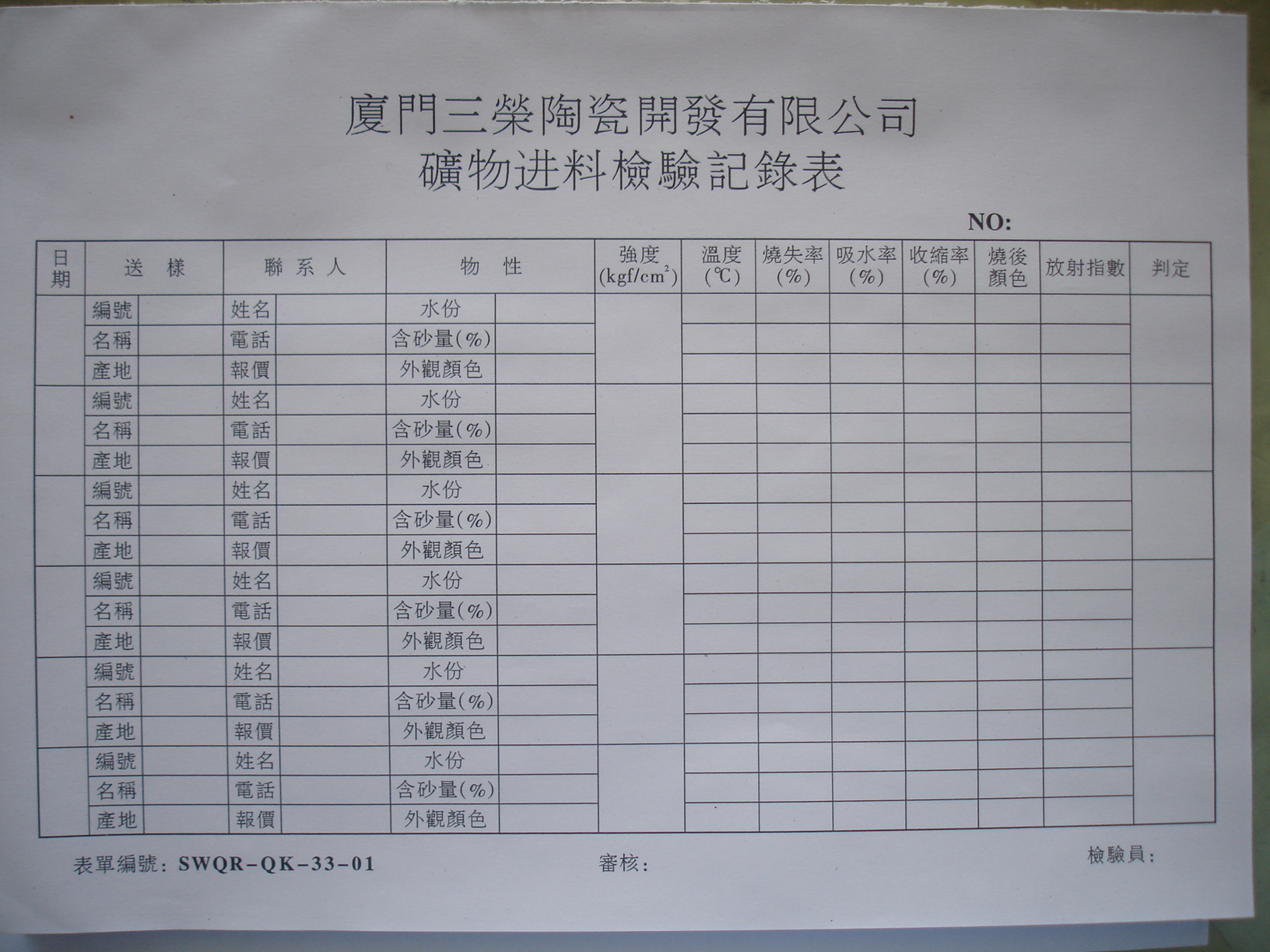
做好各种原料(土料、釉料、色料等)的进料检测记录,关键原料的放射性水平的检测由我方代为送检,以确保送检样与进货原料的一致。
二、球磨、除杂
1、土料


设定好磨的转数,得到泥浆检验员的通知方可卸磨,用振动筛去除杂质。
2、釉料


严格按釉料配方表备料,确认无误后投磨,卸釉后用振动筛去除杂质,盖好釉桶桶盖,在上方标明该釉浆型号,送至现场备用。
三、喷雾干燥

明确所喷粉料种类、颜色、数量、泥浆位置、桶号,喷雾过程中做好《喷雾作业记录表》,如有超标准随时调整。
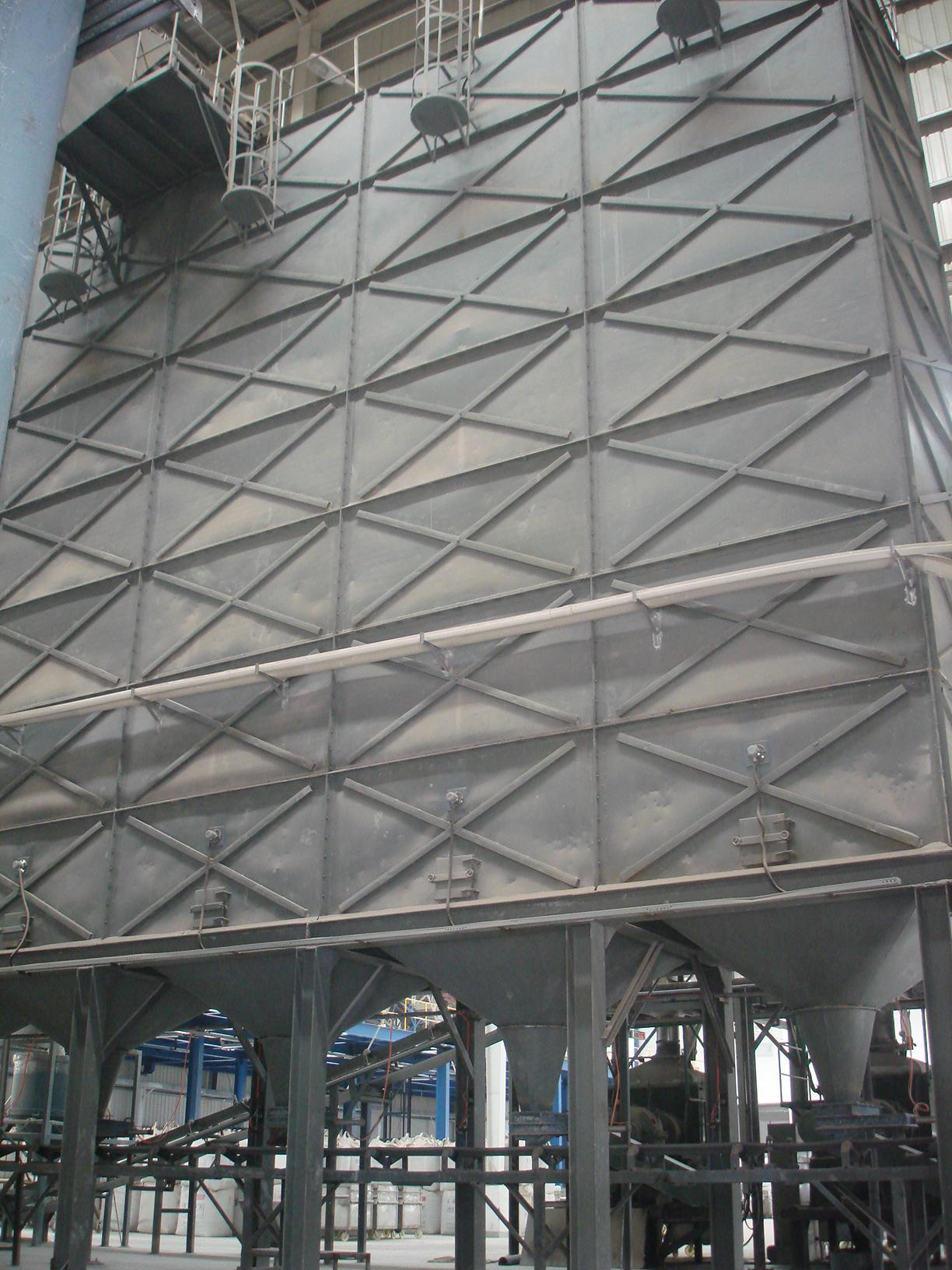
四、粉料熟成、检测


随时注意粉料干湿,如有异常并经测定,立即调节;定期测量储粉桶,预测更换粉桶时间。
五、油压成型
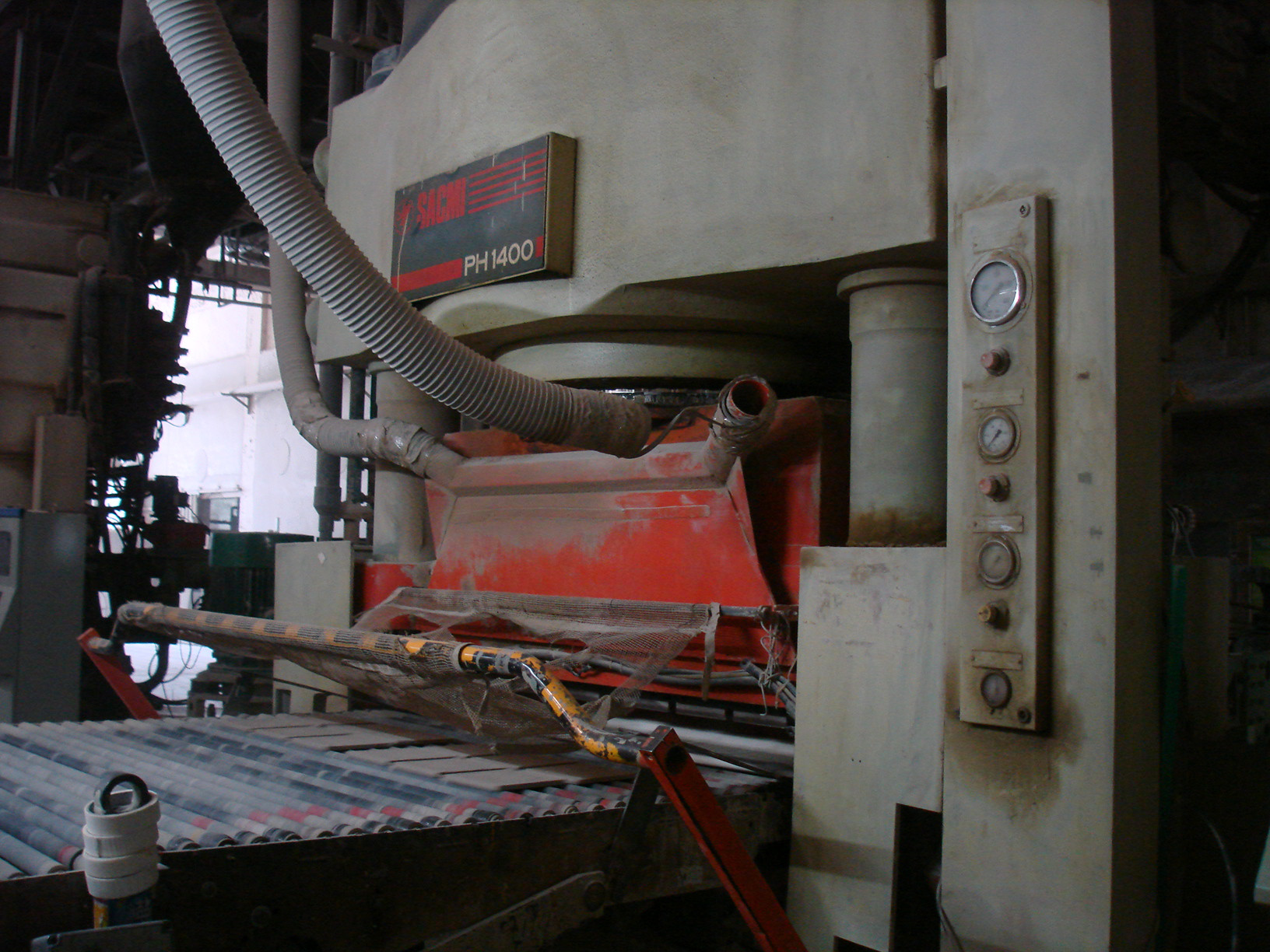

用手感觉粉料的干湿程度,保证不粘模不缺角,注意成型压力是否在设定值范围内,每20分钟应检测四个方位的生坯厚度是否在管制范围内,成型后使坯体整齐进入干燥窑。
六、烘干入窑

按照各条线的干燥温度入窑,当坯从干燥窑出来,温度不能太高或太低,以釉面能平整为原则。
七、上线施釉


对照工艺参数表调釉,包括调比重、调施釉重量、调流速,如是印花产品,根据工艺参数表,调试每道印花的比重及流速,每小时准时拿回试烧样品,随时与样品对照,若有异常发生及时处理。
八、装车储存


坯体整齐地进入储坯架,依生产要求放坯进入窑炉。
九、入窑烧成


正常生产时,随时注意监视控制器面板上的各项指示灯,以及计算机屏幕上的异常警报原因,以便准确快速地消除异常,监视陶管的运转状况及火嘴的燃烧情况。每小时测量产品尺寸、烧成温度、燃气压力、燃烧压力、设备状况等。
十、分级品检包装

产品由整坯人员全检之后进入包装区,包装作业人员按规定数量把产品装入纸箱内。在品检员的指导下分级,或依照客户包装要求包装。在确认包装和标记都完整后,还必须把优等品和合格证品分开,整齐、稳固地叠放在栈板上。
电话:0592-7076333
邮箱:O2O@sanwon.net
网址:http://www.sanwon.net
地址:福建省厦门市翔安区内厝镇下沙溪234号


